En Italie, une litière recyclée un peu particulière
En Italie, pour économiser la paille et valoriser la chaleur produite par la combustion du gaz issu d’un méthaniseur, la stalle sociale di Monestier assèche la partie solide du digestat puis l’utilise comme litière en l’associant à de la paille.
En Italie, pour économiser la paille et valoriser la chaleur produite par la combustion du gaz issu d’un méthaniseur, la stalle sociale di Monestier assèche la partie solide du digestat puis l’utilise comme litière en l’associant à de la paille.










En Vénétie, bien des engraisseurs reconnaissent que l’arrivée des méthaniseurs a conforté la présence des bovins sur leurs exploitations et a même contribué à pérenniser cette activité. Produire de l’électricité avec des fumiers, lisiers, résidus d’ensilage de maïs et ensilage de dérobés serait un bon complément à la production bovine. Contrairement à l’engraissement de taurillons et génisses, cela se traduirait — lorsque la technique est parfaitement maîtrisée — par des revenus réguliers et surtout connus à l’avance compte tenu du prix contractualisé du rachat de l’électricité. « Sur notre exploitation, 20 % des 10 millions d’euros de chiffre d’affaires sont le fait du biogaz. Le reste c’est l’élevage », indique Fabio Scomparin, président de la stalle sociale di Monestier, une coopérative d’éleveurs située à une cinquantaine de kilomètres au nord-est de Venise. Et d’ajouter dans la foulée que si le méthaniseur ne contribue qu’à une part modeste du chiffre d’affaires, il est en revanche à l’origine de 50 % du revenu ! « Mais l’un ne va pas sans l’autre ! L’élevage est par sa production d’effluents indispensable pour permettre de faire 'tourner' un méthaniseur dans de bonnes conditions pour avoir ensuite une production d’électricité régulière."
Deux lignes de production de 500 kW
La stalle sociale di Monestier fait partie des premières unités d’engraissement italiennes à avoir investi dans un méthaniseur. Sa construction a démarré à l’automne 2008, s’est achevée en novembre 2009 et a été mise en service en février 2010 avec deux lignes de production de 500 kW chacune soit une puissance totale de 1000 kW.
Chaque ligne est composée de trois cuves : un fermenteur, un post-fermenteur et un réservoir de résidus. Le méthaniseur est quotidiennement « alimenté » avec 64 mètres cubes de lisier et fumier et 30 tonnes de biomasse végétale : bordures de silo de maïs impropre à la consommation par les animaux et ensilage de sorgho et triticale réservé au seul méthaniseur. Pour compléter cette production d’énergie renouvelable, certaines toitures en fibrociment incluant de l’amiante ont été remplacées en janvier 2012 par des panneaux photovoltaïques.
Sécher la fraction solide du digestat
En constatant que la fraction solide du digestat comportait encore une part non négligeable de fibres végétales d’une longueur allant jusqu’à 15 mm et notamment de petites portions de tiges de sorgho et de paille de céréale, la mise en place du méthaniseur a été mise à profit pour produire une matière première un peu particulière pour confectionner une partie de la litière.
L’idée a été de déshydrater ce substrat solide en utilisant pour cela la chaleur dégagée par la combustion du biogaz. En aval du digesteur, un séparateur à vis continue scinde la partie solide de la partie liquide du digestat. La fraction solide est envoyée à l’installation de séchage, tandis que la fraction liquide est stockée dans un réservoir puis utilisée pour la fertilisation des parcelles. Le principe de l’installation de séchage est de faire passer les matériaux humides sur un tapis sous lequel circule de l’air chaud. Ce même air chaud est obtenu en faisant circuler de l’air au-dessus d’un réseau de tuyaux dans lesquels circule une eau chauffée grâce à la combustion du biogaz. Une partie de cette chaleur est également utilisée — essentiellement en hiver — pour réchauffer le digestat à l’intérieur du méthaniseur et lui permettre d’être maintenu de façon à peu près constante à 40-42 °C et optimiser sa fermentation. Le résidu solide du digestat reste à l’intérieur du séchoir pendant environ 2 heures à une température variable selon la saison. En été, on peut facilement atteindre 80 °C dans le séchoir, mais en hiver, en raison du besoin accru de thermostatisation des digesteurs, la température à l’intérieur du séchoir varie entre 50 à 70 °C. La fraction solide du résidu du digesteur entre dans le séchoir avec 75 % d’humidité et ressort avec une humidité résiduelle de 12-15 %. Stocké en tas sous un hangar bétonné avant son utilisation, il a une densité d’environ 0,13 t/m3.
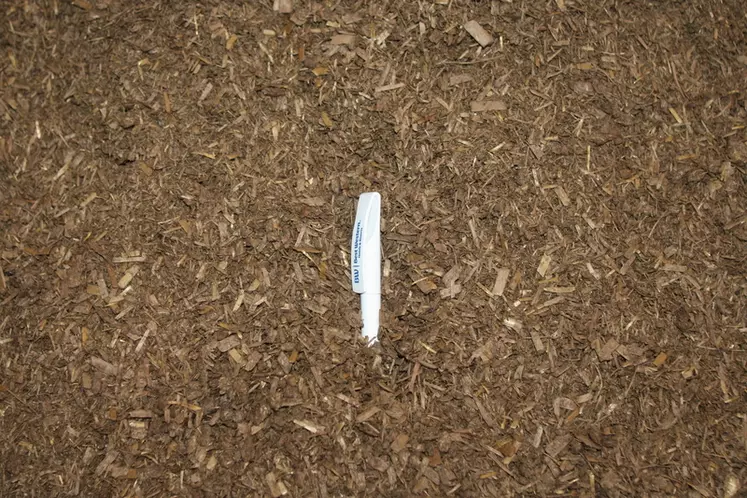
Une fois séché, ce résidu de méthanisation a l’apparence et la consistance grosso modo à celle de la sciure, de couleur marron foncé mais sans odeur particulière. L’installation de séchage a été mise en service en 2013. Le résidu sec est principalement utilisé pour constituer la sous-couche dans les cases sur pente paillée. Le rafraîchissement de la litière est ensuite assuré avec de la paille.
Une fois le lot d’animaux parti à l’abattoir, les cases sont entièrement curées puis regarnies avec une couche de digestat sec avant d’être remises en service avec un nouveau lot. Certes cette gestion du digestat n’est pas forcément très ragoûtante et serait peut-être difficile « à vendre » au grand public, mais elle donne satisfaction sur le plan technique. C’est une façon comme une autre de valoriser la chaleur produite par la combustion du biogaz.
La stalle sociale di Monastier en quelques chiffres
Cet élevage de statut coopératif totalise quelque 1 100 places réparties entre pentes paillées, litière accumulée et caillebotis. Elle totalise quelque 600 hectares (dont 20 ha de vigne pour la production de Prosecco, vin blanc effervescent) Les surfaces cultivées appartiennent à 21 adhérents dont 10 travaillent au quotidien pour la coopérative. Les autres n’apportent que le foncier. Autant de surfaces principalement utilisées pour la culture des fourrages et céréales destinées à l’alimentation des animaux et du méthaniseur.
Ensilé, en grain sec broyé ou en grain humide, le maïs est omniprésent sous toutes ses formes dans les rations.
Des rations d’abord basées sur le maïs
L’exploitation engraisse essentiellement des taurillons charolais et quelques lots de génisses, tous importés de France. La plupart des mâles arrivent entre 400 à 450 kg. Le départ des animaux gras est raisonné par case entière pour simplifier la gestion des lots et optimiser le taux d’occupation des cases. Préparation sanitaire et transition alimentaire sont gérées dans une stabulation dédiée. Le taux de mortalité tourne autour de 1 % et avoisine 2,5 % en incluant les abattages d’urgence liés aux accidents (pattes cassées…). Pour des mâles charolais en fin d’engraissement, la ration type se compose de 8 kg bruts de maïs ensilage ; 1,5 kg de complémentaire azoté ; 1,5 kg de drêche de distillerie ; 500 g de pulpe de betterave sèche ; 700 g de paille ; 300 g de bouchons de luzerne ; 2,5 kg de maïs grain broyé et 3 kg de maïs grain humide à 68 % de MS et 0,5 kg de mélasse canne. Une ration complète additionnée d’huiles essentielles et de levures dont le coût journalier est annoncé à 2 euros par tête en début d’engraissement et 2,25 euros en finition avec des GMQ moyens oscillant selon les lots entre 1,5 à 1,6 kg/j sur l’ensemble de la période d’engraissement.