Fruits secs
Visite de la nouvelle usine zéro déchet plastique d’Un Air d’Ici
FLD a visité la nouvelle usine de la PME vauclusienne Un Air d’Ici. Nouvelles lignes, gestion des emballages, anti-gaspi, innovations… Le point en images.
FLD a visité la nouvelle usine de la PME vauclusienne Un Air d’Ici. Nouvelles lignes, gestion des emballages, anti-gaspi, innovations… Le point en images.

Pour ses 20 ans, la PME vauclusienne Un Air d’Ici s’est offert une usine flambant neuve, dans laquelle elle a emménagé en décembre. Implantée à Carpentras, spécialiste du vrac bio en grandes surfaces alimentaires, la PME élabore et distribue des produits à base de fruits secs, graines et céréales bio, qu’elle commercialise en vrac sous la marque Juste Bio (90 % du chiffre d’affaires) ou en sachets. La nouvelle usine met l’accent sur la gestion des déchets et de l’énergie. Hasard du calendrier : FLD l’a visité le 18 mars, journée mondiale du recyclage.
« A l’origine pensé pour être seulement un entrepôt logistique, le projet initié il y a trois ans s’est transformé face à la forte croissance du bio et des fruits secs, explique Franck Bonfils, fondateur et président de l’entreprise. Nous y avons déménagé notre siège social ainsi que notre production, afin d’augmenter notre capacité et la modernisation de nos outils. »
Pour 16 M€, la capacité de production passe de 7 000 t à 28 000 t. Sur 10 000 m2 (6 000 m2 de production et 4 000 m2 de stockage), cette nouvelle usine permet la réception, le contrôle, la transformation, l’emballage et l’expédition des produits, et comprend aussi le siège social. L’espace se compose de cinq lignes de conditionnement et de quatre ateliers, plus la ligne de déconditionnement, ainsi que de cinq quais (trois de réception et deux de départ).
Juste Bio lance Cocorico, une gamme 100 % origine France
1ère étape : le déconditionnement et les contrôles
Les matières premières arrivent des producteurs du monde entier dans des emballages hétérogènes. « Nous essayons de standardiser en mettant en big bag, explique Stéphanie Falanga, responsable R&D. A partir de cette zone de déconditionnement, tous les emballages sont biodégradables et compostables. Nous avons une quinzaine de fournisseurs d’équipements d’emballage, et nous favorisons les entreprises françaises et locales. Le mois prochain je vais tester un nouveau fournisseur et son film plastique compostable pour palette. »
Un Air d’Ici analyse 100 % de ses réceptions. Un échantillon est prélevé et envoyé à des laboratoires indépendants pour contrôle des métaux lourds, des pesticides et micro-bio.
2ème étape : le stockage de la matière première en frigo
Le temps de recevoir les résultats des contrôles, les fruits sont stockés, en moyenne 10 jours, dans un frigo de 3 000 m2. « Le stockage au froid n’est pas nécessaire mais nous voulons préserver toutes les qualités organoleptiques et éviter les parasites, le bio étant fragile », explique Franck Bonfils. L’espace de stockage est organisé sur des racks donc mobile, ce qui permet de gagner 30 % d’espace, et donc d’économiser de l’énergie dépensée.
3ème étape : les ateliers d’aromatisation, torréfaction ou caramélisation
La machine à chouchou, machine historique de l’entreprise, est la seule à avoir été conservée dans le déménagement : amandes, cacahuètes… sont enrobées de sucre et caramélisées. Le mélangeur permet de réaliser les mélanges et d’émotter le raisin. Les tapis montants sont une source de gaspillage. A terme, Franck Bonfils prévoit d’équiper entièrement son usine de mezzanines afin de remplir les machines par le haut et éviter donc les pertes de chargement. La ligne de torréfaction est la grande nouveauté avec l’usine : un gros four d’une capacité de 800 kg de produits/heure permet de cuire et d’aromatiser et/ou saler les produits.
4ème étape : le conditionnement zéro-déchet plastique
Cinq lignes de conditionnement : deux sont dédiées au vrac (dont une qui est totalement automatique et l’autre semi-automatique), une “ligne-labo” permet de tester les nouveaux conditionnements et deux lignes sont dédiées aux sachets. Tous les emballages sont biodégradables et compostables. Les produits à destination du vrac sont emballés dans des sachets de 2,5 kg et l’étiquette a un double emploi : à coller sur le cahier de traçabilité du client, et la partie détachable à coller sur les trémies pour indiquer l’origine. Puis sachets et sacs sont mis en carton. Aucun scotch n’est utilisé, mais des points de colle hot melt. Les cartons sont marqués au laser (par brûleur) sur une zone blanche, ce qui permet de s’affranchir de la glassine, très polluante. 2000 km de scotch et 2 millions d’étiquettes ont ainsi été économisées.
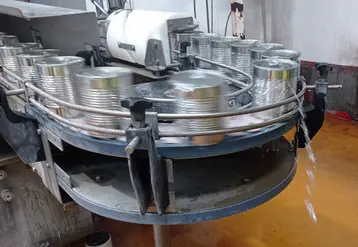
5ème étape : palettisation, stockage et expédition
A partir de l’encartonnage, tout est automatisé. Trois véhicules à guidage automatique viennent récupérer les palettes pour les amener à la filmeuse, puis au transbordeur. La capacité de palettisation est de 1 palette toutes les 8 minutes. Les palettes filmées sont stockées puis partent à l’entrepôt logistique de Monteux de 6 000 m2, à 6 km de l’usine. C’est là que les commandes (pickings) pour les clients distributeurs seront réalisées et envoyées.