
Dossier Prune : Le pruneau travaille la qualité
Confronté à une forte pression des productions étrangères, le pruneau d’Agen vise toujours la qualité pour se démarquer, mais doit aussi diminuer fortement ses coûts de production pour rester compétitif.
Confronté à une forte pression des productions étrangères, le pruneau d’Agen vise toujours la qualité pour se démarquer, mais doit aussi diminuer fortement ses coûts de production pour rester compétitif.


L’avenir du pruneau d’Agen passera encore par sa qualité. Dans un contexte de marché mondial excédentaire, les productions américaines, chiliennes ou argentines forment une concurrence féroce, aux coûts de production plus bas qu’en France. « Nous sommes obligés de miser sur la qualité pour nous distinguer, assure Salim Rashidi, directeur du Bureau national interprofessionnel du pruneau (BIP). La qualité du pruneau français est connue et reconnue depuis longtemps, mais nous cherchons toujours à progresser car nos concurrents montent en gamme. » Dans le même temps, la filière doit réduire ses coûts de production, à la fois en verger et en station de séchage, afin d’améliorer sa compétitivité.
Retrouvez tous les articles de notre dossier Prune :
La prune du Sud-ouest vers la HVE
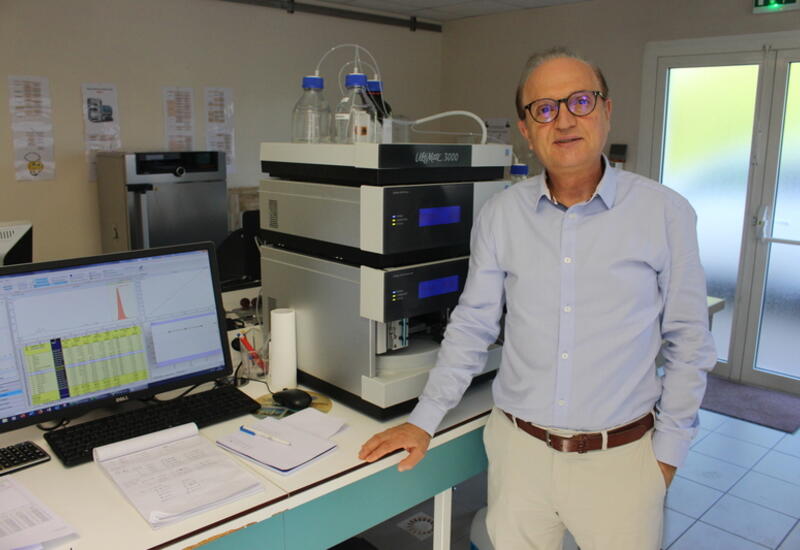
La qualité d’une prune d’Ente est déterminée par son poids, son degré Brix (taux de sucre) et son acidité. Depuis quelques années, la filière cherche une nouvelle méthode d’évaluation de la maturité des fruits. La méthode chimique utilisée jusqu’alors pour évaluer le degré Brix et l’acidité en laboratoire est longue, coûteuse et destructive. Différentes techniques et outils ont été testés dans le laboratoire du BIP, à Villeneuve-sur-Lot (Lot-et-Garonne). Celle retenue est la spectroscopie dans le proche infrarouge (SPIR). Elle permet une évaluation indirecte du degré Brix et de l’acidité à partir du spectre lumineux des fruits. Après plus de cinq ans de construction du modèle, celui-ci est aujourd’hui opérationnel. « On arrive à approcher l’efficacité de la méthode chimique, évalue Salim Rashidi. On flashe le fruit avec l’appareil et on obtient son spectre, à partir duquel sont estimés le degré Brix et l’acidité. L’inconvénient de l’appareil est son coût élevé (environ 60 000 euros) et son encombrement. Il est difficilement utilisable en verger. »
La qualité dépend de la maîtrise du séchage
Depuis trois ans, le BIP teste des appareils moins chers et portables. Celui retenu (MicroNIR de Viavi), dont le coût est d’environ 15 000 euros, tient facilement dans la main. Il reste moins performant que l’appareil plus lourd mais il s’en rapproche. Les données mesurées sont envoyées par Bluetooth sur une tablette et peuvent être directement visualisées. Le modèle construit pour cet appareil portable sera bientôt prêt, et pourrait être utilisable l’an prochain. « Deux coopératives sont déjà intéressées pour s’en servir dans un an », assure le directeur du BIP. Outre une utilisation en verger, il pourra être employé pour qualifier un lot avant séchage. A terme, l’objectif est aussi de se servir de la méthode comme capteurs en ligne, pour le tri en station. La qualité d’un pruneau dépend aussi de la maîtrise du séchage. Ce terme, qui désigne le passage des prunes dans les fours (environ 20 h entre 65°C et 84°C), est réducteur. « Ce n’est pas juste une déshydratation, explique le responsable professionnel. Il s’agit plutôt d’une cuisson, un savoir-faire développé au cours des siècles. C’est une phase très délicate durant laquelle le produit est transformé avec l’apparition de nouvelles molécules. On joue simultanément sur trois paramètres (température, hygrométrie et vitesse de l’air) pour optimiser le process en fonction du calibre et du taux de sucre des prunes d’Ente ».
Un cahier des charges pour les « séchoirs du futur »
Le projet collaboratif NeoDry, débuté fin 2015 dans le cadre du plan PRC de la filière (plan de reconquête de la compétitivité), a pour but de diviser par deux le coût du séchage, en agissant sur ses trois composantes : l’énergie, l’équipement et la main-d’œuvre. Concernant l’énergie, le but est de diminuer de moitié la consommation de gaz. Cet objectif doit permettre à la filière française d’être plus compétitive face aux concurrents étrangers pour qui le coût de l’énergie est nettement moins important, ou qui sèchent les prunes à l’air libre. « Les Américains utilisent des équipements des années 1960, car l’énergie n’est pas chère chez eux. Ils n’ont pas besoin d’améliorer leurs équipements. Toute évolution du séchage viendra de la France », prévoit Salim Rashidi. Les actions mises en place dans plusieurs stations françaises (isoler correctement les fours, réduire les pertes d’air chaud, utiliser des échangeurs thermiques et le contrôle-commande) ont déjà permis une baisse conséquente de la consommation d’énergie lors du séchage. Les partenaires du projet* travaillent aussi à définir le cahier des charges des « séchoirs du futur », qui seront à flux continu et consommeront moins, tout en maintenant la qualité nutritionnelle et gustative, en intégrant le développement durable. Mais l’investissement dans ces futures générations de fours ne pourra se faire que si ces équipements servent à sécher d’autres fruits ou légumes, afin de prolonger leur durée d’utilisation de plusieurs mois.
*Bureau national interprofessionnel du pruneau, Laboratoire Trefle de I2M-Bordeaux, Cirad, CRT Agrotec, Coopérative de Lamouthe (France Prune)
Partir d’une bonne prune
Pour obtenir un bon pruneau, il est bien sûr obligatoire de partir d’une bonne prune d’Ente. La qualité au verger s’obtient en améliorant les techniques de conduite et en diminuant les intrants. Elle commence notamment avec la taille des arbres, pour répartir les fruits de façon homogène tout en respectant les équilibres de l’arbre. Concernant la diminution des intrants, « la filière pruneau fait partie des pionnières, se félicite Salim Rashidi, directeur du Bureau national interprofessionnel du pruneau. Elle est passée de 22 traitements par an dans les années 1980 à 10-12 aujourd’hui. Les résultats de l'« enquête résidus » pratiquée tous les ans par le BIP, montrent que pour plus de la moitié des échantillons, le niveau de résidus reste inférieur à 0,01 ppm, seuil souvent adopté par les démarches zéro résidu. Cela sera difficile de diviser une nouvelle fois par deux les traitements, comme le prévoit le plan Ecophyto. Mais on s’y attelle, notamment en améliorant le positionnement des produits et en augmentant l’usage des produits de biocontrôle. » Enfin, il est essentiel de récolter les fruits à leur maturité physiologique en pratiquant plusieurs passages au cours de la récolte. Pour exprimer l’arôme, un équilibre est recherché entre les sucres et les acides.
Laurent De Vaujany, directeur opérationnel France Prune, section séchage
« Nous nous efforçons de diminuer au maximum notre consommation d’énergie »
« Il faut beaucoup d’énergie pour transformer des prunes d’Ente en pruneaux. La consommation d’énergie fossile est une des problématiques de la filière, nous nous efforçons de la diminuer au maximum. En moyenne, il faut 200 g de gaz par kilo de pruneau. L’énergie représente environ un tiers du coût du séchage. Au sein de notre coopérative, nous avons testé la totalité des solutions développées par la filière par l’intermédiaire du Bureau national interprofessionnel du pruneau (BIP) afin de diminuer la consommation d’énergie. Ces dernières années, des investissements ont été réalisés pour réduire les fuites d’air chaud, en isolant les fours et en diminuant les espaces libres sous les chariots, au-dessus, et entre les côtés. C’est là où il passe le plus d’air. De plus, la mise en place d’échangeurs thermiques a permis de faire des économies d’énergie de l’ordre de 15 %. Ces échangeurs permettent de réchauffer l’air qui rentre dans le tunnel de séchage avec l’air chaud et humide qui en sort. L’ensemble de ces investissements ne sont possibles qu’à condition de rallonger les saisons en passant plus de volumes de fruits sur les unités. Le stockage au froid est une solution qui va dans ce sens. Un travail important dans le pilotage des fours a été réalisé dans le cadre du Plan de reconquête de la compétitivité (PRC). On peut désormais identifier toute défaillance ou mauvais réglage des 58 tunnels de notre site de séchage de Lamouthe à Cancon (Lot-et-Garonne). On l’oublie souvent, mais la maintenance, l’entretien, le réglage des brûleurs sont également très importants pour avoir le meilleur rendement thermique de l’énergie consommée. Avec l’augmentation de la TICPE (taxe intérieure de consommation sur les produits énergétiques, qui porte sur les produits pétroliers lorsqu’ils sont destinés à être utilisés en tant que carburant ou combustible de chauffage), le coût de l’énergie pour le chauffage a beaucoup augmenté. Et on parle de doubler cette taxe, ce qui aurait un impact énorme pour nos producteurs. A terme, il faudra probablement s’affranchir de l’énergie fossile. Ne faut-il pas aller vers la biomasse issue des exploitations de nos producteurs ? »












